Home > Blow Moulding Suppliers | Mould Design
HDPE Blow Molding
The main purpose of HDPE blow molded products is still packaging, suitable for making various packaging materials such as extruded packaging films, ropes, woven bags, fishing nets, water pipes, etc. They are also used for injection molding production of low-end daily necessities and shells, non load bearing components, rubber boxes, turnover boxes, etc

Blow moulding suppliers can produce high-precision blow molding molds and provide after-sales service from design to blow molding, ensuring compliance with customer and product requirements. The plastic blow molding manufacturing process is simple, has a wide range of applications, high production efficiency, stable quality, high flexibility, and can achieve customized design. The common HDPE blow molding process is widely used by manufacturers in the manufacturing of daily necessities, automotive parts, medical equipment, construction, and agricultural products.

Selection of Blow Molding Mold Materials
In the early stages of manufacturing, blow moulding suppliers need to determine the manufacturing materials for the molds. The manufacturing of blow molding molds should comprehensively consider the physical and chemical properties of the materials, such as thermal conductivity, corrosion resistance, strength, stiffness, etc. The main materials available for blow moulding suppliers to choose from are:
- Steel
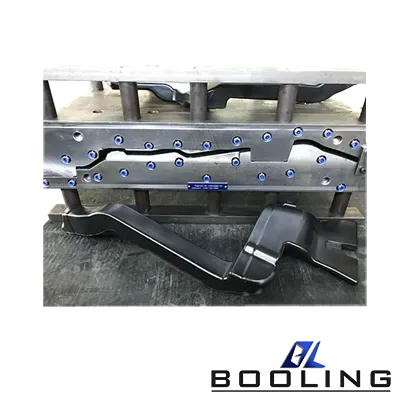
Blow molding molds made from polyvinyl chloride (PVC) and engineering plastics are usually made of steel because steel has excellent hardness, wear resistance, and toughness. By etching the mold cavity, the surface pattern of the product can be clearer and more beautiful. However, blow moulding suppliers also need to consider the limitation of poor thermal conductivity of steel. At this time, blow mold manufacturers need to compensate for this defect by designing cooling systems or adjusting the temperature and flow state of the cooling fluid. This type of blow mold solution is often more complex. As corrosive plastic, PVC molds should be made of stainless steel. There are various manufacturing methods for steel molds, including mechanical processing, cold extrusion, casting, or welding (for large molds). For general blow mold companies, the service life of steel molds can even reach 10 million times. When producing large-scale blow molding products, blow moulding suppliers prefer steel as the mold material. Steel is also used to manufacture blow molding parts that need to withstand wear and tear, such as blank inserts, pull rods, guide pillars, guide sleeves, and templates. When manufacturing these components, it is required to harden the steel.
- Aluminum
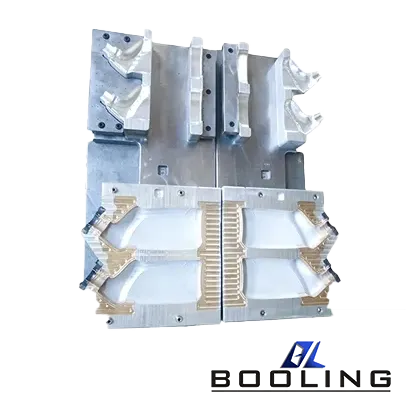
In extrusion blow moulding, suppliers use aluminum materials more widely. Aluminum has outstanding advantages in its metallic properties, including good thermal conductivity, machinability, and ductility. Although it has lower density and mass, its hardness is low and it is prone to wear. However, aluminum alloys have good wear resistance. However, the toughness and plasticity of cast aluminum are relatively low, so some blow moulding suppliers choose to use steel or copper beryllium alloy to manufacture clamping blocks in molds. The service life of aluminum blow molding molds is approximately 100000 to 200000 times, which is much lower than that of steel molds. Aluminum materials have porosity and weak airtightness, sometimes infiltrating a small amount of plastic melt. Over time, this can affect the appearance and performance of blow molded products to a certain extent. The solution proposed by blow moulding suppliers is to apply sealant on the mold cavity, but the drawback of this solution is that it will reduce the thermal conductivity between the product and the mold wall.
- Copper based Alloys
Among copper-based alloys, the most commonly used by blow moulding suppliers is copper-beryllium alloy, which has good thermal conductivity, hardness, wear resistance, corrosion resistance, and mechanical toughness. However, it has a high cost, poor mechanical processing performance, and a large weight (its density is about three times that of aluminum alloy). Blow moulding suppliers typically manufacture copper-beryllium alloy molds through methods such as mechanical processing, casting, and hot extrusion. Copper beryllium alloys with higher beryllium content have higher hardness, mainly using mechanical processing methods; Copper beryllium alloys with lower beryllium content are suitable for the manufacturing of irregularly shaped moulds. Blow moulding suppliers typically use copper-beryllium alloy to manufacture blank inserts, which are used in conjunction with aluminum molds. For molds that process corrosive plastic materials, the entire set of blow molding molds is made of copper-beryllium alloy. For example, copper beryllium alloy is not corroded by hydrogen chloride produced during PVC processing, and can also prevent scaling of water in the cooling channel, avoiding a decrease in thermal conductivity and cooling efficiency. Copper beryllium alloy molds are easy to repair through welding or inlay methods. However, after long-term use by blow moulding suppliers, beryllium is harmful to human health. Inhaling excessive beryllium dust can damage the lungs, and it is also suspected to be a carcinogen. Therefore, attention should be paid to mechanical processing and casting, and protective measures should be taken.
- Zinc Alloy
Zinc alloy has good thermal conductivity and low cost. Blow moulding suppliers can use it to cast larger or irregularly shaped molds. The hardness of zinc alloy is lower than that of aluminum alloy, so the clamping blocks of zinc molds are usually made of steel or copper-beryllium alloy. Zinc can also be made into alloys with aluminum or copper, although its stability is improved, its corrosion resistance will correspondingly weaken.

Key Points of Blow Moulding Mould Design
When blow moulding suppliers design molds, they should consider the following key points:
-Parting Surface
The selection of the parting surface position should make the mold symmetrical to reduce the blowing ratio. This structural design not only makes the product easier to de-mold but also improves production efficiency. For the position of the parting surface, blow moulding suppliers generally refer to the shape of the blow-molded product cavity, and most blow molding molds are designed with two-and-a-half molds centered on the parting surface. Blow moulding suppliers must determine the position of the parting surface for irregularly shaped bottles and containers, if the position is not set correctly, the demolding of the product will become more difficult, and even scratch the surface of the parts. In this situation, blow moulding suppliers need to use molds with irregular parting surfaces and use multi-parting surface molds composed of three or more movable parts to promote normal demolding of the product.
-Cutting Edge
The design depth of cutting-edge blow moulding suppliers greatly determines the production and quality of their parts. The cutting edge is the place where excess plastic enters during blow molding. The type and shape of the cutting edge determine the welding situation of the workpiece. For harder resin raw materials, steel or copper beryllium alloy is required as the cutting-edge material. However, the strength and hardness of cast aluminum cannot meet the requirements of blow moulding suppliers for the cutting edge and usually requires embedding copper-beryllium alloy or stainless steel.
-Exhaust
During blow moulding, suppliers must allow the mold to be fully vented for the gas to escape quickly. Currently, the most common and economical venting method is surface venting. In addition, deep sandblasting or texture treatment of the mold cavity by blow moulding suppliers can also help with exhaust.
-Guiding Mechanism
The guiding mechanism of the mold is an essential component, and when the mold is closed, it needs to have a certain direction and position. Guide pillars are usually installed on one side of moving or fixed molds. The main function of the guiding mechanism is to locate, guide, and withstand a certain amount of lateral pressure, which can avoid inaccurate direction during mold assembly and damage to the mold so that the mold cavity can maintain the correct shape from beginning to end. The end of the guide pillar is made into a conical or hemispherical shape, which can allow the guide pillar to smoothly enter the guide hole. In general, guide pillars should have a hard and wear-resistant surface and a tough and not easily broken inner core. Therefore, blow moulding suppliers often use low-carbon steel that has undergone carburization and quenching treatment or carbon tool steel that has undergone quenching treatment.
-Cooling
The setting of the cooling system is crucial in the design of the mold. Blow moulding suppliers usually install drilled cooling pipelines in the areas where cooling is most needed. To better control the production process, most molds are designed with several independent cooling zones. The neck and bottom require the majority of heat to be dissipated, so the cooling requirement is the highest.
-Cavity
The cavity of the blow molding mold directly determines the shape, size, and appearance performance of the product. In general, the surface of the mold cavity used for polyethylene blow molding should be slightly rough, otherwise, it is easy to cause trapped air in the mold cavity, resulting in bubbles, and ultimately leading to the appearance of “orange peel” in the product. At the same time, it will also reduce the cooling rate of the product, causing uneven product wall thickness and shrinkage. In addition, sandblasting by blow moulding suppliers can form a rough surface. For HDPE blow molding molds, the sandblasting particle size should be appropriate, and coarser particle sizes can be used, while LDPE should be the opposite. In addition, the etching cavity can also form a rough surface and can also form patterns on the surface of the product. For the blow molding processing of engineering plastics, the mold cavity usually cannot be sandblasted or etched, and the blow moulding supplier will polish or dull it.
The professional mold design and rich practical experience of blow moulding suppliers have driven the continuous updating and development of technology in the field of blow molding.

Related News
Applied’s expertise in modifying materials at atomic levels and on an ihdustrial scaleenables our customers to transform possibilities into reality.