Home > Maintenance of Blow Mold Tooling Components
Plastic Blow Molding
The plastic blow molding process has lower requirements for production raw materials. Raw materials that meet the requirements can be recycled, and the energy consumption during the production process is low, making it more environmentally friendly, energy-saving, and cost-effective.
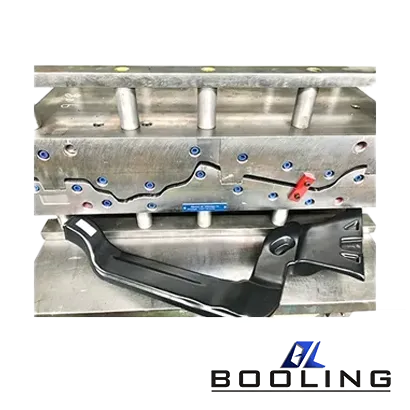
Blow mold tooling is one of the key tools for blow molding, which can cooperate with plastic blow molding machines to provide blow molding services and produce high-precision and high-quality hollow products. The main principle is to be able to extrude or inject thermoplastic materials to obtain a tubular billet, which is placed in the mold while it is hot, blown expanded to tightly adhere to the inner wall of the mold, and cooled to form a hollow formed part.
Classification of Blow Mold Tooling
Each type of blow mold tooling component is unique. Manufacturers need to understand the types and performance of various blow molding molds to select more suitable tools for their products.
- Injection Blow Mold Tooling
Injection blow mold tooling is more suitable for the production and processing of large batch and small volume containers, such as cosmetics, daily necessities, pharmaceutical equipment, and food packaging in daily production. The products produced using injection blow mold tooling have uniform and seamless wall thickness, and generate very little waste, with high precision and quality.
- Extrusion Blow Mold Tooling
The production process of extrusion blow mold tooling mainly involves clamping the extruded blank, positioning it, and closing the mold when it reaches the predetermined length. The head of the blank is formed, and compressed air is poured into the blank to blow and expand it tightly against the mold cavity. After the product is cooled and shaped in the mold, the mold is opened to remove the product, forming a seamless container. Finally, the manufacturer trims the product and wipes off surface oil stains.
- Stretch Blow Mold Tooling
Stretch blow mold tooling can enable the stretching and blow molding of billets to be completed in one blow molding equipment. After cooling, the billet produced during the blow molding production process undergoes secondary heating before stretching and blowing. After extrusion molding, perform directional stretching blow molding and maintain a certain stretching speed. The impact strength, transparency, hardness, stiffness, surface smoothness, and airtightness of products produced by stretch blow molding molds can be greatly improved.

Components of Blow Mold Tooling
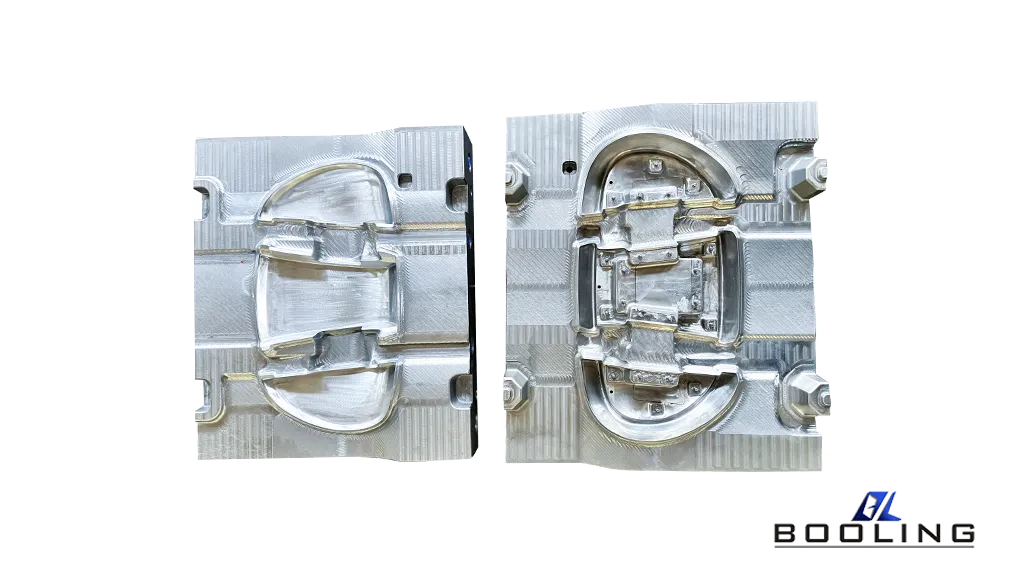
The manufacturing of blow mold tooling is relatively complex, with a variety of components that require repeated debugging during the manufacturing process. The following are several important components of blow mold tooling:
- Surplus Material Tank
The parting surface of blow mold tooling often adopts a knife edge method to cut off excess plastic, which will be stored in the remaining material groove of the mold. To collect excess materials in a timely and convenient manner, manufacturers usually set them on both sides of the clamping mouth. Its size is determined based on the width and thickness of the remaining material after being clamped by the billet. In addition, the setting of the remaining material groove should ensure that the mold can still be tightly closed.
- Clamp Mouth
The clamping mouth of the blow mold tooling is also known as the cut. During the process of extrusion blow molding, while the mold is closed, it is necessary to seal the blank and cut off the remaining material. Therefore, the position setting of the clamping mouth of the blow mold tooling is crucial. The depth of the clamping area can be set to 2-3 times the thickness of the billet, and the inclination angle of the incision can be set within the range of 15 °~45 °. In addition, the setting of the incision width should consider the volume of the blow-molded part. For small blow-molded parts, it can be taken as 1-2mm, while for large blow-molded parts, it can be taken as 2-4mm. It should be noted that if the angle of the clamping mouth is too large and the width is too small, it will cause poor joint quality of the blow-molded part, and even cracks or fusion marks may appear.
- Cooling System
A suitable blow mold tooling cooling system can ensure the normal operation of the blow molding process, improve production efficiency, and ensure the appearance and quality of the product. For larger blow mold tooling, manufacturers typically use box cooling, which involves milling an empty groove behind the cavity, covering it with a plate, and adding a seal in the middle. For small blow mold tooling, a cooling water channel is usually set up inside the mold for water cooling. The cooling system of the mold can evenly and quickly cool the inflated products in the mold cavity, effectively preventing product warping, shortening the production cycle, and accelerating production efficiency.
- Exhaust Hole
After the blow mold tooling is closed, the cavity is completely closed. After the expansion of the blank is completed, the air inside the cavity needs to be completely discharged. At this time, it is necessary to design exhaust holes in the mold cavity. Poor exhaust of blow mold tooling can lead to defects such as spots, indentations, and material shortages on the surface of the molded parts. For this reason, blow mold tooling suppliers also need to consider setting the number of exhaust holes. The exhaust hole is generally set at the concave and sharp corners of the mold cavity, with a diameter generally within the range of 0.5~1mm. In addition, manufacturers can also set exhaust grooves on the parting surface to achieve the effect of exhaust. The exhaust system for the parting surface of blow mold tooling is similar to that of injection molds.
Repair and Daily Maintenance of Blow Mold Tooling
The daily maintenance and upkeep of blow mold tooling are very important and determine the quality of the product and the performance of the mold. The following are the maintenance methods for the main components of blow molding molds:
- Surface inside the Mold Cavity: For parts with high requirements for appearance smoothness, it is necessary to spray sandblasting or polish the inner surface of the blow mold tooling cavity to make it have high smoothness and transparency. After a long period of operation, the volatile substances in the plastic raw materials in the blow molding mold will adhere to the surface of the mold cavity, seriously affecting the appearance and quality of the product. Therefore, it is necessary to use polishing agents to polish the surface of the mold cavity promptly, repeatedly polishing until it meets production requirements.
- Clamp Mouth: After the clamp mouth of the blow mold tooling wears out, it needs to be repaired by skilled mold-making workers. To maintain the good condition of the shear block at the neck of the blow mold tooling and the shear sleeve on the intake rod, it is necessary to replace it promptly in case of wear or damage. If it continues to be used, it may cause leakage of the formed container. Although the clamping mouth is often made of alloy tools, which are sturdy and durable, long-term operation can also cause wear and tear, and it needs to be repaired or replaced if necessary.
- Blow Mold Tooling Cavity: For molds that produce highly transparent products, the cavity of the blow molding mold needs to be polished at regular intervals during the production process. Manufacturers usually use polishing agents and soft cotton paper, vigorously wiping to allow a small amount of polishing agent to penetrate the surface of the mold cavity, and then polishing with clean cotton paper until a mirror surface appears in the mold cavity. When polishing, there are also certain requirements for the sponge paper, which should be replaced frequently to avoid scratching the cavity of the blow mold tooling.
- Temperature Control System: The stability of blow mold tooling temperature and the rationality of temperature control in various parts are key factors affecting product quality. If the temperature difference between various components is too large, the product is prone to defects such as uneven wall thickness or warping deformation. Manufacturers should regularly check whether the cooling circulating water holes are blocked.
- Lubrication: In the production of hollow products, the opening and closing actions of blow mold tooling are relatively frequent, and the internal guide pillars, guide sleeves, guide rods, or guide rails are prone to wear and tear. So the blow mold tooling operators of each shift must regularly check whether the lubricating oil here is sufficient and clean during production, and timely remove dirt and add enough lubricating oil. When there is severe wear and tear on the components, it is necessary to contact maintenance personnel for timely repair and replacement, otherwise, it will affect the accuracy of the mold position and lead to a decrease in the qualification rate of blow molded products.
- Shutdown: When the blow mold tooling is stopped or left unused for a long time, all parts of the mold should be thoroughly cleaned to eliminate foreign objects and prevent corrosion of the mold. After cleaning, apply a layer of protective agent on the surface of the blow molding mold and store it in a dry and ventilated place for convenient use in the next blow molding process.
There are various types of blow mold tooling, and each component plays its role in jointly processing high-precision blow molded parts. Nowadays, blow mold tooling manufacturing technology is developing rapidly and exporting to many countries such as Indonesia, Spain, Japan, and Germany.

Maintenance of Extrusion Equipment
The structure of extrusion blow moulding equipment is relatively complex, and there is a certain degree of processing difficulty, which also makes it prone to friction and damage during molding. Therefore, manufacturers need to regularly maintain and repair the machine during use to ensure its service life.
- Manufacturers should regularly inspect the cutting tools and screws of the extrusion blow moulding equipment. After using the brand-new equipment for an hour, they should use tools to reinforce the screws promptly and enhance the stability between the blade and the tool holder; Lubricating oil should be regularly added to the bearings of the extrusion blow moulding equipment to ensure lubrication between the bearings; Manufacturers should also regularly check the sharpness of the cutting tools to ensure that they are not passivated and avoid damage to other components; When encountering a loose belt, it is necessary to adjust it promptly.
- Before the second start-up of the extrusion blow moulding equipment, it is necessary to clear the remaining material in the hopper or barrel to prevent blockage and reduce the resistance to start-up. Regularly inspect the bearings for wear.
- When replacing parts, maintain the original angle and parameters, for example, when replacing tools, pay attention to the gap between the moving and fixed tools. But if the recycled material is thin, the gap can be adjusted appropriately.
- Manufacturers should place the extrusion blow moulding equipment in a well-ventilated and dry location to ensure sufficient heat dissipation, prevent corrosion, and maintain good operational performance and a longer lifespan.
The extrusion blow moluding process has certain processing difficulties, and the manufacturer is developing a new technology to solve the problems encountered during the extrusion blow molding process.
Related News
Applied’s expertise in modifying materials at atomic levels and on an ihdustrial scaleenables our customers to transform possibilities into reality.



