Home > ABS Injection Molding | Overview of Material Properties
ABS Injection Molding | Overview of Material Properties
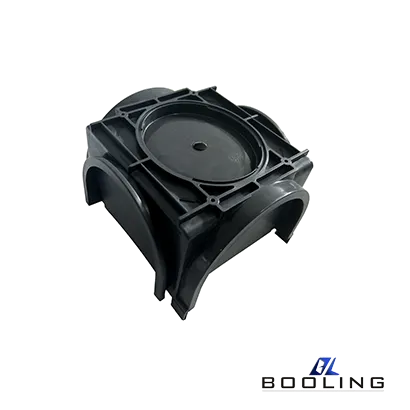
ABS Injection Molding
Details
Details:
Model
Material
Brand
Origin
Application
Booling-Injection-10
P20, 718, S136, 2738 etc
Booling
China
Automotive parts, industrial parts, medical parts, household
ABS injection molding technology combines the excellent properties of materials with injection molding processes to produce products with good comprehensive performance, overall mechanical properties, and smooth appearance.
Advantages of ABS Injection Molding:
- Easy to Stain
- Good Impact Resistance
- Not Easily Combustible
- Good Liquidity
- Good Weather Resistance
Related Hot Products




ABS injection molding is a plastic molding technology that can be widely used in industrial production. With its excellent processing performance and wide application fields, it has played an important role in the injection molding industry. The molten ABS plastic is injected into the mold through the screw of the custom injection molding machine, and after cooling and solidification, the desired shape is obtained. During this process, attention should be paid to important factors such as time, temperature, and pressure.
-Basic Composition
A (acrylonitrile) – accounts for 20% -30% of ABS plastic molecules. This element can make the surface of ABS parts have high hardness, and improve overall wear resistance and heat resistance.
B (Butadiene) – accounts for 25% -30% of ABS plastic molecules, which can enhance the overall flexibility of the parts, maintain material elasticity and impact strength, and prevent aging and brittleness.
S (styrene) – accounts for 40% -50% of ABS plastic molecules. This element is very important in the ABS injection molding process, which can effectively maintain good formability. Whether it is fluidity, coloring, high smoothness, or material rigidity, it can make the advantages of the material more prominent.
-Modification
- ABS+PC plastic, this modified plastic can effectively improve the heat resistance and impact strength of ABS. Manufacturers usually use this ABS to manufacture hard luggage in the luggage industry.
- ABS+PVC plastic, which can improve the toughness, heat resistance, and aging resistance of ABS, is the most popular plastic product in outdoor and sports fields.
- ABS+nylon can improve heat and chemical resistance. This modified ABS has better flowability during injection molding, strong low-temperature impact resistance, and more flexible molding, which can reduce production costs.

Parameter Adjustment of ABS Injection Molding
When performing ABS injection molding, manufacturers should pay attention to and control some parameters in real-time, such as:
- Drying Time
Usually, heat-resistant ABS resin has a strong water absorption rate and absorbs moisture from the air during transportation or storage. The water absorption rate varies with the humidity of the air, generally between 0.2% and 0.4%. Therefore, before ABS injection molding, the material must be dried to reduce the moisture content to at least 0.05%, and the best moisture content is below 0.02%. The raw materials are not dry enough, and the formed products may have surface defects such as water splashes and silver threads. The drying temperature of heat-resistant ABS resin is higher than that of ordinary ABS plastic, usually 80-95 ℃ and the drying time is kept at 3-4 hours.
- Molding Temperature
The temperature set during injection molding is a parameter that needs special attention during ABS processing, and its setting principle is to ensure that the ABS resin is fully plasticized. In the process of manufacturing and molding, manufacturers should try to use the temperature range above the middle value of the molding temperature recommended by the supplier. Increasing the molding temperature will significantly reduce the viscosity of ABS, increase its flowability, and make its flow distance longer, and the flow range wider to ensure that the material has sufficient ability to fill the mold cavity.
- Holding Pressure
For ABS materials, the injection molding holding pressure set by the manufacturer directly affects the internal stress and final appearance of the parts. The main reason is that an increase in the holding pressure will reduce the gaps between molecules, increase the material density, decrease the range of chain segment activity, shrink the volume of the melt, and increase the intermolecular forces. Although increasing the holding pressure can improve the shrinkage and internal quality of the product to a certain extent, it will increase the internal stress during ABS injection molding. Therefore, manufacturers should choose to lower holding pressure as much as possible while ensuring the appearance and quality of the product to avoid the occurrence of some defects.
- Holding Time
The holding time refers to the period during which the sprue solidifies after cooling, and the screw no longer exerts pressure on the molded product when it is pushed forward. Setting the holding time too long can easily lead to excessive material filling, reduced molecular gaps, increased internal stress, and in more severe cases, material fracture and damage; If the holding time is too short, ABS injection molded products are prone to dimensional defects, shrinkage, and other issues, and the surface of the product may have dents. Manufacturers should set the shortest time when the weight of the product no longer changes as the optimal holding time.

ABS Injection Molding Process
Compared to ordinary plastic injection molding, ABS injection molding requires drying of the raw materials, which is also the key to its successful injection molding.
- Processing of ABS Plastic Raw Materials
The water absorption rate of ABS injection molding materials is approximately 0.2% -0.8%. For general grade ABS, it can be put into formal injection molding production by drying it in an oven at 80-85 ℃ for 2-4 hours or in a drying hopper at 80 ℃ for 1-2 hours before processing. For heat-resistant modified ABS-containing PC components, the drying temperature should be appropriately raised to 100 ℃, and the specific drying time can be determined by air extrusion. The proportion of recycled materials used in conventional processing should not exceed 30%. In addition, it should be noted that electroplated ABS cannot use recycled materials during processing.
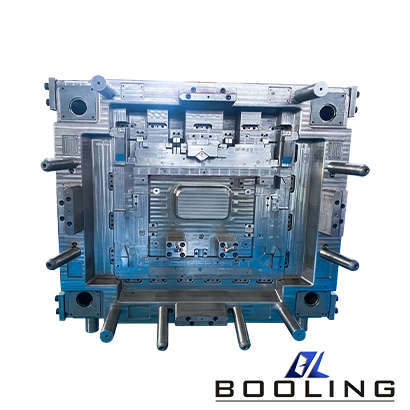
- Mold and Gate Design
In general, during ABS injection molding, the mold temperature can be set to 60-65 ℃. The diameter of the flow channel is approximately 6-8mm. The exhaust hole is 4-6mm wide and 0.025-0.05mm thick. The width of the gate is about 3mm, the thickness is the same as the product, and the length of the gate should be less than 1mm.
- Melt Glue Temperature
The soil temperature required by the manufacturer for ABS injection molding can be accurately determined using the air injection method. The temperature of the melt adhesive varies depending on the grade of ABS material. The recommended temperature setting from the supplier is as follows:
Flame Retardant Grade: 200 ℃ -240 ℃, preferably 220 ℃ -230 ℃
Impact Resistance Level: 220 ℃ -260 ℃, with 250 ℃ being preferred
Heat Resistance Level: 240 ℃ -280 ℃, preferably 265 ℃ -270 ℃
Electroplating Grade: 250 ℃ -275 ℃, with 270 ℃ being preferred
Transparent Grade: 230 ℃ -260 ℃, preferably 245 ℃
Fiberglass Reinforcement Grade: 230 ℃ -270 ℃
In addition, for injection molded products with high surface requirements, manufacturers can use higher melt adhesive temperature and mold temperature according to the actual situation.
- Injection Speed of ABS Injection Molding
Fire-resistant ABS material should be used at a slow speed, while heat-resistant ABS resin should be used at a fast speed. For ABS injection molded products with high surface requirements, high-speed and multi-stage injection molding firing rate control should be used.
- Back Pressure
In general, the lower the back pressure setting, the better. The commonly used back pressure in the ABS injection molding process is 5 bar. For some special dyes that require uniform color mixing, higher back pressure is needed.
- Retention Time of ABS Injection Molding
At a temperature of 265 ℃, the retention time of ABS material in the melt adhesive cylinder should not exceed 5-6 minutes, otherwise, it will decompose or carbonize, resulting in a shorter flame retardant time. If it is necessary to stop the injection molding process, the temperature should be set as low as 100 ℃ first, and then the universal grade ABS should be used to clean the melt adhesive cylinder. The cleaned mixture cannot be directly produced and needs to be placed in cold water to prevent further decomposition. In addition, if you need to switch from other plastics to ABS material, you need to clean the melt glue cylinder with PE, PS, and PMMA first.
- Post-processing of Products
In general, ABS injection molded products do not require post-processing and can proceed to the next step directly. A special feature is electroplated ABS products, which need to be baked at 70-80 ℃ for 2-4 hours to passivate surface marks. And products that require electroplating cannot use release agents. After the products are taken out, they need to be packaged immediately, which is a complicated production process and requires high costs.
Related News
Applied’s expertise in modifying materials at atomic levels and on an ihdustrial scaleenables our customers to transform possibilities into reality.