Home > Injection Molding Processing Cases
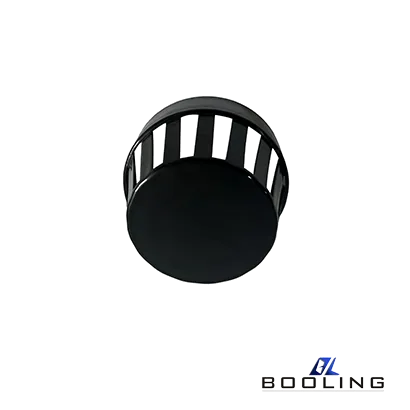
TPU Injection Molding
TPU is a thermoplastic elastomer with excellent toughness and elasticity, capable of maintaining good performance in both high and low temperature environments. Capable of manufacturing high-quality precision components through injection molding process.
Injection Molding Processing Cases
When manufacturers provide injection molding processing services, various problems and defects often arise, manufacturers have analyzed such cases, studied the problems that arise, and proposed corresponding solutions.
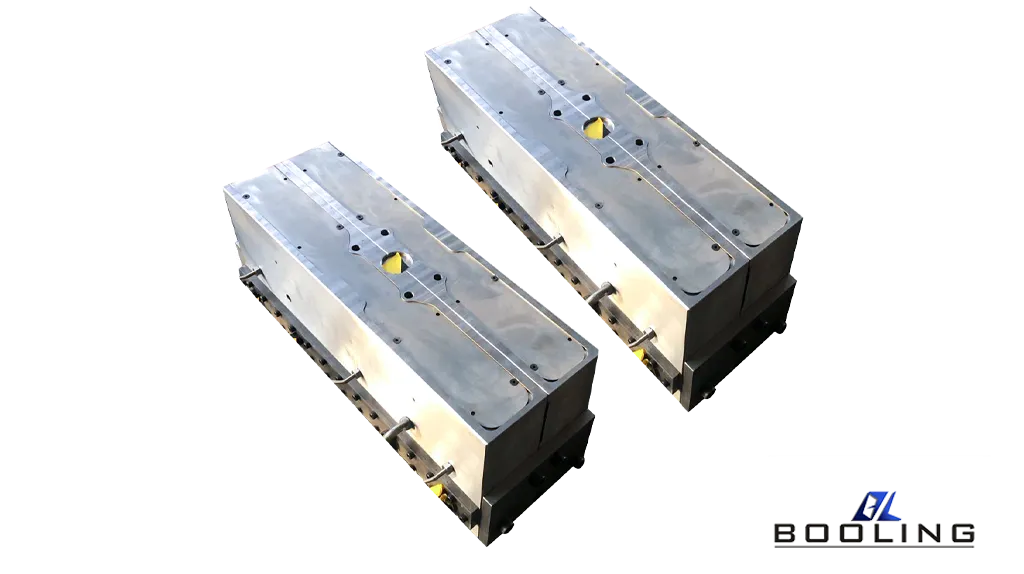
Injection molding is a plastic processing method that transforms plastic into a molten state at high temperatures and then injects it into a mold for cooling and shaping. The main process of injection molding includes selecting raw materials, designing and manufacturing molds, injection molding, quality inspection, and packaging. Due to the high automation and efficiency of TPU injection molding, it is widely used in the manufacturing of various products with complex shapes and precise dimensions.
Insufficient Plastic Filling
The defect of the insufficient filling (a short shot) during the injection molding processing, that is, the surface of the product is not filled or a part is missing, will greatly affect the aesthetics of the formed part.
-Genesis
- Mold: The temperature parameter of the mold is set too low; The manufacturer’s pouring system design is unreasonable; Poor mold exhaust during injection molding processing.
- Material: The material has a high viscosity and is not easy to flow; Pre-cooled plastic impurities block the flow path.
- Equipment: Improper selection of injection molding equipment or insufficient injection pressure set; The check ring of the injection screw and the material barrel have worn out, causing an increase in the gap between the two, resulting in insufficient material supply, resulting in underfilling and short injection.
- Process: When the manufacturer sets parameters, the injection or holding pressure set is insufficient; The temperature of the molten material is too low; The injection time is not long enough, resulting in incomplete filling of the cavity; The injection speed is too slow, causing early solidification; The temperature of the nozzle is too low.
- Design: The difference between the thickness and length of the product is too large, which prevents the molten plastic from flowing to the end of the mold cavity; The design of the product structure is too complex, with many deep ribs, which can lead to incomplete filling of plastic.
-Solution
- Mold: Manufacturers should pay attention to balancing the gate when designing the pouring system of the mold. In the process of plastic flow, to prevent excessive pressure loss in the gate or runner, the cross-section and gate area of the runner can be expanded, and a multi-point feeding method can be adopted; There is a large amount of gas remaining in the mold, which will hinder the filling of the molten material when squeezed by the molten plastic. Therefore, the operator needs to open an exhaust groove; In the process of mold design, the manufacturer should fully consider the temperature control system of the mold to ensure that its temperature is controllable. Otherwise, it may cause defects in the injection molding processing due to the rapid cooling of the molten material after entering the mold cavity.
- Materials: If defects occur during injection molding processing, materials should be replaced or additives added promptly, with special attention to improving fluidity.
- Equipment: When selecting injection molding equipment, the total injection weight of the mold should be less than 80% of the plasticization amount of the injection molding machine; Polish or replace the material barrel, injection screw, and check ring to reduce the gap between them.
- Process: Increase the temperature appropriately, but be careful not to exceed it, otherwise it may cause carbonization of the material; According to the actual injection molding process, increase the nozzle temperature and injection pressure appropriately.
- Design: When manufacturers design the shape and structure of plastic parts, attention should be paid to the thickness of the plastic parts and the fluidity of the molten material during filling. In injection molding processing, the thickness of plastic parts is usually 1-3mm, while large plastic parts can reach 3-6mm.
Plastic Deformation
The plastic deformation defects that occur during the injection molding processing are due to the internal stress generated by the high pressure on the material inside the mold, resulting in a significant difference in the shape of the product during demolding compared to the pre-designed one. The occurrence of such defects is rarely avoided, but through a series of measures and means, the severity of deformation can be reduced without affecting normal use.
-Genesis
- Mold: The temperature difference between the mold before and after injection molding processing is large or the mold temperature is too low; The difference in thickness of the mold cavity is too large; Improper number or position of gates, or gates too small and runners too long; Uneven product ejection or incomplete cooling during ejection can easily lead to product warping; Inappropriate design of cooling water channels and uneven cooling efficiency; The position selection of the ejector pin is inappropriate.
- Materials: The manufacturer did not dry the plastic raw materials before injection molding processing, resulting in a high moisture content of the raw materials; The material has low fluidity and high viscosity after melting; Underestimating or overestimating the shrinkage of plastics; Improper ratio of materials and additives.
- Process: During injection molding processing, if the temperature of the barrel is set too low, it will cause the melting temperature to be too low, resulting in high residual shear stress and warping deformation; If the nozzle temperature is too low or the contact area between the nozzle and the mold takes away too much heat during injection molding, the material temperature will decrease. At this time, the high-speed molding will generate significant residual shear stress, which is prone to warping and deformation; Injection pressure is too high; Inappropriate holding pressure; Improper holding or cooling time.
- Design: The structural design of injection molded products is unreasonable, with large differences in wall thickness, complex structure, and difficult processing.
-Solution
- Mold: Conduct liquidity analysis on the product and reset unreasonable gate positions; Minimize temperature differences inside the mold as much as possible; The mold temperature should be within the temperature range required by the material; Make appropriate adjustments to the design structure of the mold to reduce wall thickness differences; Reduce the number of mold cavities or increase the cross-sectional area of the flow channel; Reasonably design the ejection position and cooling water path.
- Materials: Check the drying degree and forming shrinkage rate of the plastic, and compare the difference between the actual shrinkage amount and the required size of the product; The selection of materials should be of high quality and have good physical properties. In general, the lower the density and lighter the weight of plastic materials, the greater the shrinkage deformation of the product; The ratio of materials and additives can also be adjusted appropriately.
- Process: During the manufacturer’s injection molding processing, it is possible to increase the material temperature, reduce the injection pressure, extend the cooling time, or increase the nozzle temperature appropriately; At the same time, the deformation defects of the product can also be reduced by reducing the holding pressure and time.
- Design: The thickness of the product can be redesigned to ensure that the wall thickness can withstand the corresponding deformation force of the product.
Plastic Parts Produce Black Spots and Lines
During injection molding processing, there are concentrated or irregular black spots at the joints and corners of plastic products, which are called black spots and black lines.
-Genesis
- Mold: If the various gates of the mold are too small or not smooth enough, it will cause a large amount of frictional heat to be generated. In addition, poor operation of the mold exhaust system will cause gas combustion, resulting in obvious black stripes or spots; During injection molding, iron shavings generated by the wear of the guide pillars and guide sleeves of the mold fall into the mold cavity; If the surface of the mold, such as the slider and needle, is not well maintained and not cleaned regularly, it may become too dirty.
- Materials: Other impurities were added to the raw materials during the mixing process; The injection molding raw materials themselves have black spots; Raw materials are contaminated with impurities during transportation and storage; The heat resistance of raw materials is poor, and the high temperature during injection molding can lead to cracking or degradation of the raw materials; Some special raw materials require the addition of a certain amount of lubricant. If not added enough, it can lead to delayed discharge of frictional heat, causing gas combustion and carbonization, resulting in black lines or spots.
- Environment: The materials produced in the material list are different for a long time, so the temperatures are also different, and the materials will undergo oxidation and degradation; When replacing materials, the residual materials in the barrel were not thoroughly cleaned or contaminated and recycled plastics were directly used; When cleaning the equipment, the low-temperature materials originally used in the discharge tray are not completely replaced. When the injection molding temperature rises, these low-temperature materials cannot withstand this temperature, resulting in thermal degradation.
-Solution
- Mold: The manufacturer can increase the gate or polish its surface; Regular maintenance of molds or addition of lubricants; Regularly clean the active mold components to ensure that they do not get stuck during the injection molding process.
- Materials: Prevent impurities from entering the materials during storage, transportation, and use; Timely replacement of raw materials; Clean the equipment thoroughly when mixing or changing materials; Adjust the ratio between materials and additives; Replace with materials that are more resistant to high temperatures.
- Environment: Remove materials that have remained in the barrel for a long time or reduce the temperature of the materials; Ensure that the material is clean before changing materials; Ensure that the materials are clean and free of impurities before being put into a crusher for crushing, ensuring the smooth progress of subsequent injection molding processing.
Related News
Applied’s expertise in modifying materials at atomic levels and on an ihdustrial scaleenables our customers to transform possibilities into reality.



