Home > Mould Making Company
Details
Details:
Model
Material
Brand
Origin
Application
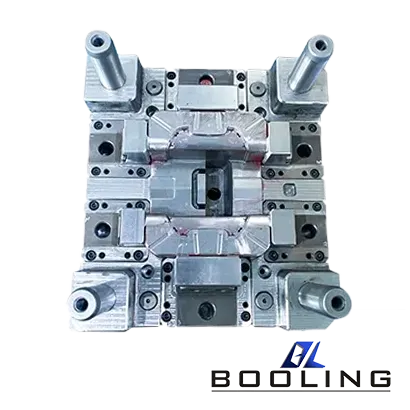
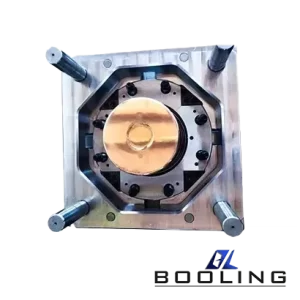
Booling-Injection-1
P20, 718, S136, 2738 etc
Booling
China
Automotive parts, industrial parts, medical parts, household
Plastic injection molding is a highly flexible and precise technology, and makers have a wide range of material choices, including but not limited to thermoplastic materials such as ABS, PVC, PP, and PC.
Advantages of Plastic Injection Molding:
- High Precision and Repeatability
- Low Cost per Part
- Fast Production Rate
- Wide Material Choice
- Little Waste
Related Hot Products
Modern mould making company is committed to the design and development of molds, with the updating and replacement of plastic products, mold manufacturing technology is also constantly advancing. There are many types of molds, such as plastic molds, die-casting molds, stamping molds, rubber injection molding molds, and glass molds. As a mold making company, can provide customers with precise technology and professional design to manufacture various molds that meet customer requirements for blow molding or injection molding production.

Process Conditions for Mould Making Company
When manufacturing molds, mould making company must first consider the process conditions of the molds. Regardless of the type of mold, it requires designers and operators to repeatedly design and practice to obtain the optimal parameters for mold operation.
Injection Pressure
Setting an appropriate injection pressure during mold manufacturing can overcome the resistance generated by the melt during the flow process. The resistance generated by the flow needs to offset the resistance generated by the injection molding machine so that the melt can maintain a certain filling speed and compact the melt, ensuring smooth flow during the filling process. During the injection molding process, the maximum pressure is located at the nozzle of the injection molding machine, which can effectively counteract the resistance generated throughout the flow process; Then, the injection pressure reaches its lowest point at the front end of the melt. If the exhaust system inside the mold cavity operates normally, the remaining pressure at the front end of the melt is atmospheric. As the flow time of the melt increases, the resistance that needs to be offset also increases, so the injection pressure needs to be correspondingly increased. Manufacturers must increase injection pressure accordingly with changes in flow time and length to maintain pressure stability and ensure consistent melt-filling speed.
Maintaining Pressure
At the end of the manufacturer’s injection process, the injection pressure will switch to the holding pressure, entering the holding pressure stage of the mold. During the pressure holding process, the injection molding machine needs to feed material to the mold cavity to prevent the shrinkage of the parts and the generation of gaps, reduce the volume of the parts, and produce shrinkage marks. The holding time and pressure should be changed according to the actual situation. For example, if the holding time is too long, it will lead to uneven holding, and excessive internal stress of the workpiece, which is prone to warping and deformation. In severe cases, cracking is also highly possible; If the holding time is too short, it will cause severe volume shrinkage of the parts. So mould making company needs to choose the appropriate holding pressure and time.
Locking Force
The manufacturer needs to consider the injection pressure when determining the size of the locking force, and an appropriate locking force can effectively resist the expansion force of the plastic melt. Excessive locking force can affect the accuracy of the finished product and cause deformation. If the locking force is too small, it will cause pressure loss, resulting in defects and shrinkage inside the casting, and external molding defects. Meanwhile, if the mold has a core-pulling slider component, it may also cause internal jamming of the slider.
Changes in Cavity Pressure during Injection Molding Process
Manufacturers need to pay close attention to the changes in mold cavity pressure during production, as it accurately records the injection, holding, and compression stages during the injection process. The changes in mold cavity pressure accurately reflect the quality of the plastic part. If there are defects in the plastic part, abnormalities can be quickly found in the changes in mold cavity pressure.
The Causes and Solutions of Defects in Mould Making Company
After the mould making company by the mold company is put into use, improper parameter debugging during design or improper operation during use may lead to various problems. This requires manufacturers to identify the causes of the problems and actively solve them.
Shortage of Materials, Insufficient Filling and Solutions
Mold manufacturers often encounter short shots during the production process, mainly due to the incomplete filling of the mold cavity by molten plastic. The main reasons for its occurrence are improper equipment selection, insufficient material supply during injection molding, weak raw material flow, blockage of cold material magazines, poor exhaust, and other reasons. The manufacturer has proposed different solutions for this defect, such as selecting a suitable injection molding machine with a maximum injection volume greater than the weight of the plastic part; Increasing the injection rate of the screw and increase the amount of material supplied; Improve the pouring system, expand the gate flow rate, etc., and accelerate the flow of raw materials; Remove the nozzle for inspection and remove any debris; Check if the cold material cavity in the exhaust system is normal, reduce the injection speed, etc.
Shrinkage and Solutions
During the injection process, uneven force distribution in the mold cavity may lead to uneven wall thickness of the plastic part, resulting in stress-induced surface indentation of the product, which is called mold shrinkage. This defect has a significant impact on the appearance and strength of the mold. The shrinkage problem is caused by insufficient holding pressure insufficient time, and too low material temperature, the manufacturer needs to reset the injection molding process and check whether the pressure and time are sufficient; During the molding of crystalline plastics, changes in molecular arrangement can also lead to volume shrinkage and shrinkage; If the flow channel of the mold is too thin, it can also cause a decrease in forming pressure and cause shrinkage. At this time, the cost of the flow channel can be increased to increase the forming pressure.
Warpage Deformation and Solutions
During the injection molding process, the parts undergo warping deformation, resulting in the shape of the plastic parts being inconsistent with the sample provided by the customer. The main reasons and solutions for this are to lower the temperature to reduce the flow orientation when there is a significant difference in molecular orientation; When cooling is not appropriate, the main consideration should be whether the cooling is uniform. The cooling pipe can be placed in an area that generates more heat; When the pouring system is unreasonable, a thin film gate can be used or the gate position can be increased.
Size Deviation and Solutions
When the injection molding process is unstable, mold deformation may occur, resulting in insufficient dimensional accuracy. If it is caused by injection pressure, the injection or holding pressure can be increased; If it is caused by uneven mold temperature, the position of the cooling pipeline can be adjusted; If the shrinkage rate of plastic is large, plastic with a smaller shrinkage rate can be used.

Methods for Adjusting the Production Process of Moulds
BOOLING, a mould making company, has summarized methods and experiences for adjusting production processes during long-term design and manufacturing. This can not only improve production efficiency but also prevent similar problems from continuing to occur, providing more efficient mold manufacturing services.
The Color of the Plastic Parts can be Changed by Controlling the Temperature
When the color deviation of the plastic part occurs during the injection molding process, it will have an impact on the final product. When the difference is not significant, it can be adjusted by changing the injection temperature. Generally, the higher the temperature, the lighter the color; The lower the temperature, the darker the color. But if the color deviation is too large, the color mixing operator should be notified to re-adjust the color.
Improvement of Dimensional Accuracy Of Plastic Parts
For plastic parts with high precision requirements, excessive shrinkage is not allowed. The larger the shrinkage rate of plastic raw materials, the greater the difference in accuracy. At this point, you can choose to adjust the machine to change the shrinkage rate of the plastic and increase the injection or pressure holding pressure, which can effectively reduce the shrinkage of the plastic.
Solution for Overflow and Whitening of Injection Molded Parts
In ordinary injection molding, many mould making companies often choose to repair serious overflow and top whitening problems, which is undoubtedly time-consuming and labor-intensive. In long-term practice, many sites have learned to use machine adjustment to solve this problem. For example, when the mold reaches about 90% filling capacity under the original primary injection, Immediately switch to second-level injection, using slightly lower pressure and speed until the cavity is filled and pressure is maintained. Alternatively, using a three-stage injection with lower pressure and speed to maintain pressure can effectively solve the problems of overflow and whitening. Using the “positioning injection” method is also a good way to solve the problem of overflow and top whitening. If there is still a shrinkage problem, the holding time should be appropriately extended or the holding pressure of the third stage should be raised, while reducing the speed of the third stage. Shrinkage problems that are not particularly serious should be solved simultaneously. If it reaches a point where the problem cannot be solved through machine adjustment, notify the maintenance personnel for repair.
Injection Molding Related Content
Applied’s expertise in modifying materials at atomic levels and on an ihdustrial scaleenables our customers to transform possibilities into reality.