
Home > 3D Printing Service > SLA 3D Printing
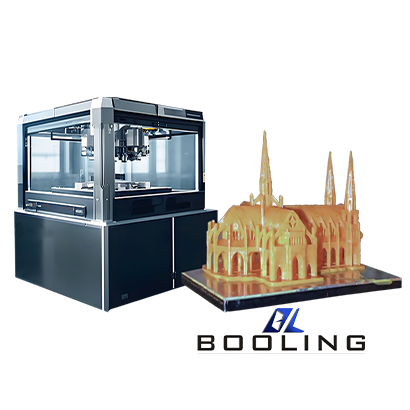
SLA 3D Printing utilizes a vat of liquid photopolymer resin and a highly focused laser beam to selectively cure and solidify the resin layer by layer, creating intricate and highly detailed three-dimensional objects.
One of the key advantages of SLA is its ability to produce highly accurate and detailed parts with excellent surface finish and resolution.
- High Material Utilization Rate
- Easy to Print
- Efficient Production
SLA 3D Printing Capabilities
·
US
Metric
Resin
47.2in. x 31.4 in. x 23.6 in.
1200mm x 800mm x600mm
*3D printing resin materials have very high printing accuracy and can achieve very fine details and complex geometric shapes.
SLA 3D Printing Material
The choice of material plays a crucial role in the success of SLA prints. SLA resins are available in a wide range of formulations, each offering unique properties and characteristics tailored to specific applications.
Material
- Resin
The Advantages & Disadvantages of SLA 3D Printing
SLA 3D printing has advantages in manufacturing, but there may also be some issues.
Advantages
Disadvantages
Easy to operate
Affected by ultraviolet radiation
Low Environmental Pollution
Paper jam occurs
Extensive use
Few types of materials
Good chemical resistance
Weak forming accuracy

Application of SLA 3D Printing
SLA 3D printing is widely used, especially in fields that require high precision and good surface quality, such as automotive, medical, architectural models, etc
Guidelines for SLA 3D Printing
SLA printing technology uses light cured materials, so the printed model has a smooth surface and strong detail expression.
SLA 3D Printing utilizes a vat of liquid photopolymer resin and a highly focused laser beam to selectively cure and solidify the resin layer by layer, creating intricate and highly detailed three-dimensional objects. SLA offers unparalleled surface finish, exceptional resolution, and the ability to produce complex geometries with intricate features.
SLA utilizes a photopolymerization reaction, where a liquid photopolymer resin is selectively cured and solidified by a focused laser beam. The laser traces the cross-sectional pattern of the object on the surface of the resin, solidifying the exposed areas layer by layer.
One of the key advantages of SLA is its ability to produce highly accurate and detailed parts with excellent surface finish and resolution. The typical layer thickness in SLA ranges from 25 to 100 microns, enabling the creation of intricate features and smooth surfaces. Additionally, SLA offers isotropic material properties, meaning the mechanical properties of the printed part are consistent in all directions, unlike some other 3D printing technologies.
Material Selection for SLA 3D Printing
The choice of material plays a crucial role in the success of SLA prints. SLA resins are available in a wide range of formulations, each offering unique properties and characteristics tailored to specific applications. Some of the commonly used SLA resins include:
- Standard Resins: These general-purpose resins offer a balance of properties, including good detail resolution, moderate strength, and reasonable cost. They are suitable for a wide range of applications, including prototyping, product design, and small-scale manufacturing.
- Tough Resins: Designed for enhanced impact resistance, flexibility, and durability, tough resins are ideal for functional prototypes, end-use parts, and applications requiring high mechanical strength and resistance to wear and tear.
- Castable Resins: Specifically formulated for investment casting applications, castable resins are designed to burn out cleanly during the casting process, leaving minimal ash residue and ensuring accurate reproduction of the desired geometry.
- Biocompatible Resins: These specialized resins meet stringent safety and regulatory requirements for use in medical and dental applications, ensuring biocompatibility and patient safety.
When selecting an SLA resin, consider factors such as mechanical properties, heat resistance, transparency, and post-curing requirements to ensure compatibility with your application and desired performance characteristics.
Design Guidelines for SLA 3D Printing
Designing for SLA 3D printing requires a thorough understanding of the technology’s capabilities and limitations. Here are some key design guidelines to consider:
- Wall Thickness: Unsupported walls (walls connected to the rest of the print on less than two sides) are at a high risk of warping or breaking off. To mitigate this risk, unsupported walls should be at least 0.8 to 1.0 mm thick and designed with filleted bases to reduce stress concentrations along the joint. Supported walls (walls connected to the print on at least two sides) can be designed with a minimum thickness of 0.5 mm.
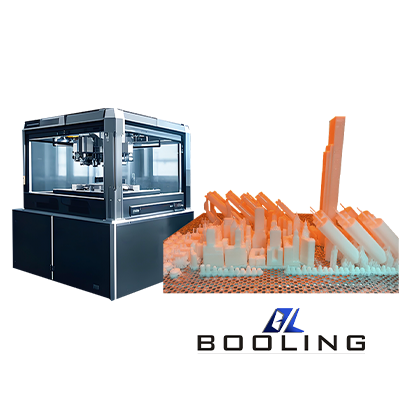
- Overhangs and Support Structures: Overhanging features or extended surfaces at an angle require support structures to prevent deformation or failure during printing. If it is necessary to print without supports, overhangs should be kept less than 1.0 mm in length and at least 19° from level, although there is still a risk of warpage.
- Holes and Cavities: Small holes or cavities may seal before the polymer is fully cured, leading to trapped uncured resin or pressure imbalances. To avoid this, holes should be at least 0.8 mm in diameter, and drainage holes of at least 3.5 mm in diameter should be added to the lowest area of hollow parts to prevent resin accumulation.
- Slots and Pins: The minimum recommended slot size is 0.5 mm, but larger slots are preferred, especially as wall thickness or depth increases. Pins, or tall thin features with a circular cross-section, can be designed with a minimum diameter of 0.8 mm, but a minimum reliable pin diameter of 1 mm is recommended to prevent breakage.
- Mating Parts and Assemblies: For SLA parts, adequate clearances must be designed between mating parts to prevent the assembly from turning into a single solid unit. A minimum clearance of 0.5 mm is recommended for moving parts, and 0.2 mm for assembly connections.
- Embossed and Engraved Details: Embossed features should be designed with a minimum height of 0.3 mm and a width of 0.4 mm to ensure visibility. Engraved features require a minimum depth of 0.4 mm and a width of 0.5 mm for optimal clarity.
Design Optimization and Simulation
To further enhance the success rate and quality of SLA prints, designers can leverage various optimization and simulation tools. These tools can help identify potential issues, optimize designs for strength and performance, and streamline the printing process.
- Topology Optimization: Topology optimization algorithms can be used to optimize the distribution of material within a design space, resulting in lightweight and structurally efficient designs. This approach is particularly useful in applications where weight reduction and material efficiency are critical, such as in the aerospace and automotive industries.
- Finite Element Analysis (FEA): FEA simulations can analyze the behavior of a design under various loads, stresses, and environmental conditions, enabling designers to identify potential areas of weakness and optimize the design for strength and durability.
- Print Simulation and Slicing: Print simulation and slicing software tools allow designers to preview and analyze the printing process before committing to the actual print. These tools can identify potential issues such as overhangs, support structure requirements, and print time estimates, enabling informed decision-making and design optimization.
- Post-Processing Considerations
While SLA 3D printing offers exceptional surface finish and detail resolution, post-processing steps may be required to achieve the desired final appearance and properties. Here are some common post-processing considerations for SLA prints:
- Support Removal: SLA prints often require support structures to prevent deformation or failure during printing. These supports must be carefully removed after the print is complete, either manually or through chemical or mechanical means.
- Surface Finishing: Depending on the application and desired surface quality, SLA prints may require additional surface finishing techniques such as sanding, polishing, or vapor smoothing to improve surface smoothness and remove any remaining support marks or layer lines.
- Post-Curing: Many SLA resins require post-curing, a process that involves exposing the printed part to additional UV light or heat to ensure complete curing and optimal mechanical properties. Proper post-curing is essential for achieving the desired material properties and long-term stability of the printed part.
- Coloring and Finishing: SLA prints can be colored or finished using various techniques, such as dyeing, painting, or applying clear coatings, to achieve the desired aesthetic or functional properties.
Applications of SLA 3D Printing
SLA 3D printing finds applications across a wide range of industries, thanks to its ability to produce highly accurate and detailed parts with excellent surface finish. Some of the key applications of SLA include:
- Prototyping and Product Development: SLA is widely used for creating high-fidelity prototypes, concept models, and functional prototypes in various industries, including automotive, consumer products, and medical devices.
- Jewelry and Accessories: The exceptional detail resolution and smooth surface finish of SLA make it an ideal choice for producing intricate jewelry designs, custom accessories, and decorative pieces.
- Dental and Medical Applications: SLA is widely used in the dental industry for creating highly accurate dental models, surgical guides, and clear aligners. In the medical field, SLA is employed for producing customized prosthetics, implants, and anatomical models.
- Investment Casting and Tooling: SLA’s ability to produce highly accurate and detailed patterns makes it a valuable tool in investment casting processes, enabling the creation of complex and intricate metal parts. Additionally, SLA is used for producing tooling components, such as injection mold inserts and patterns for various manufacturing processes.
- Art and Sculpture: Artists and sculptors have embraced SLA technology for creating intricate and detailed sculptures, figurines, and artistic pieces, leveraging the technology’s ability to produce complex geometries and fine details.